
6 Important Questions when Selecting a Die-Cutting Tool
Author: Ivo Schmid, BERHALTER Swiss Die-CuttingOptimal Die-Cutting Tool
Die-Cutting Tools have an effect on the success of a project that should not be underestimated, and from two points of view at that – quality and financial.
The quality of the cut edges of the die-cut products is one of the most important parameters here. A perfect cut edge produces a nice smooth stack that can be further processed by the end customer without problems. If on the other hand the cut is inadequate, the stack will have a rough surface and possibly particles, which is bound to lead to problems in the further processing.
What is decisive as regards whether a cut is clean and smooth or inadequate? Or whether the material perhaps cannot be die-cut at all? The difference that decides whether a cut is good or bad lies in the detail, as is so often the case.
"The Three Important Criteria are Die Clearance, Surface Roughness and Cutting Profile."
The Three Important Criteria
1 – Die Clearance: The die clearance between the punch and the die should lie between 1 – 4 µm, depending on the thickness of the material to be die cut. Especially with elastic, elastic materials, it is essential that the die clearance lies in the lower range.
2 – Surface Roughness: The surface roughness of the cutting components can only be measured with special measuring machines or analysed with a microscope. The rule here is: the smoother the surface the better the cut, and above all the longer the service life of the cutting components. The value for the surface roughness (Ra) should be around 0.2 µm.
3 – Cutting Profile: For a perfect cut, the grinding profile of the punch must be tailored to the material to be die cut. The selection of the correct grinding affects not only the cutting quality but also the service life of the die-cutting tool. We essentially distinguish between a flat grind, roof grind, beveled grind and profile grind

The selection of the right Die-Cutting Tool is of great importance for the successful and cost-effective manufacturing of lids and labels.
How do I get the right Die-Cutting Tool?
The selection of the right die-cutting tool is of great importance for the successful and cost-effective manufacturing of lids and labels. In order to define the suitable types of die-cutting tool, we have compiled a small checklist with the 6 most important questions:
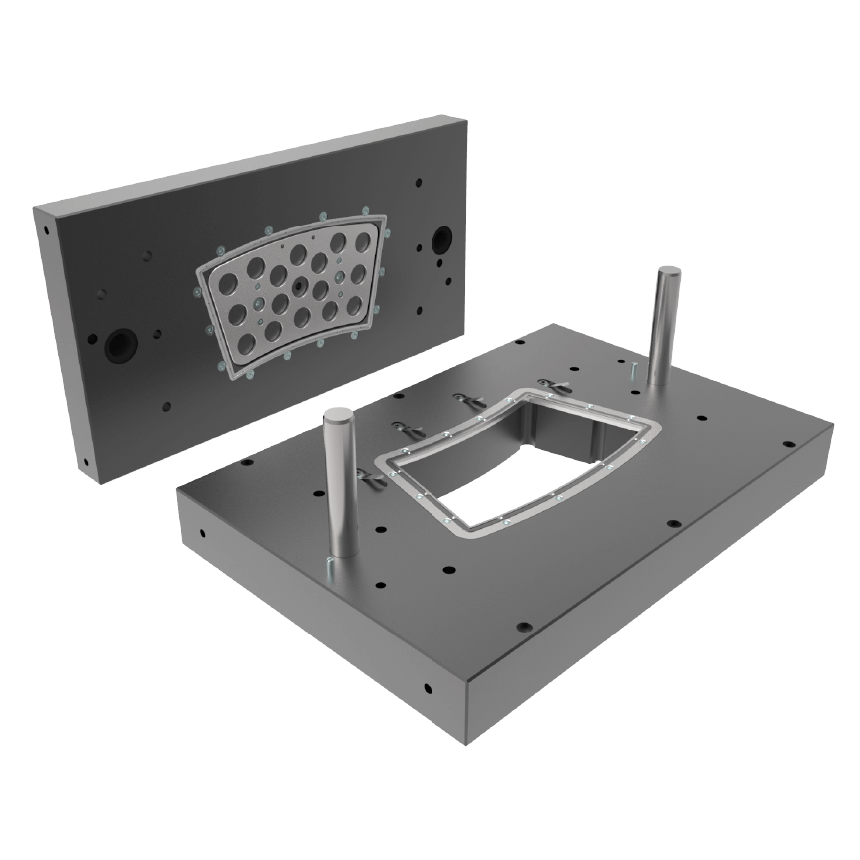
1. What are the Boundary Conditions?
The size and geometry of the blanks dictate the maximum number of cutouts and also how the die-cutting tool is to be designed and manufactured. In principle it is possible to manufacture a die-cutting tool for almost all possible geometries and sizes. However, there are a few points that should be observed. The maximum blank size should not exceed 80% of the tool area. Radii depend on the type of tool and should not normally be less than R 0.75 mm; however, there are also designs with sharp edges.
2. How Large is the Annual Volume?
In order to calculate the optimum number of cavities, the approximate annual quantity of die-cut lids or labels must be known. The number of cavities not only influences the output but is also an important element in the pricing and selection of the suitable die-cutting tool (see point 5). Only when this information is known can a made-to-measure offer be prepared, and corresponding capacity calculations take place.
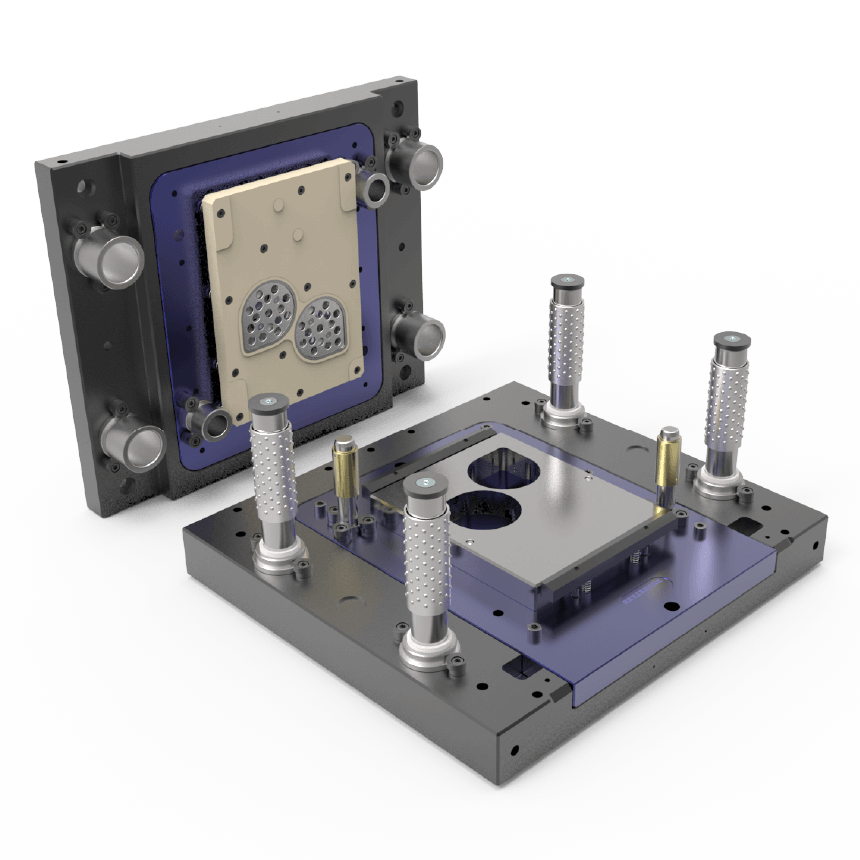
3. What Sort of Material is to be Die-Cut?
Depending on the material, either a classic die-cutting tool with punch/die made of special tool steel is used, or a punch/die combination made of tungsten carbide, which is ideally suited for abrasive materials or abrasive printing inks. The material characteristics also dictate the suitable grinding profile of the punch/die. Alternatively, there is also an inexpensive die-cutting tool LABEL-light™ with the cutting components steel rule against anvil for the die-cutting of plastic films and paper. Especially suitable for IML applications where subsequent smaller changes of dimension are required.
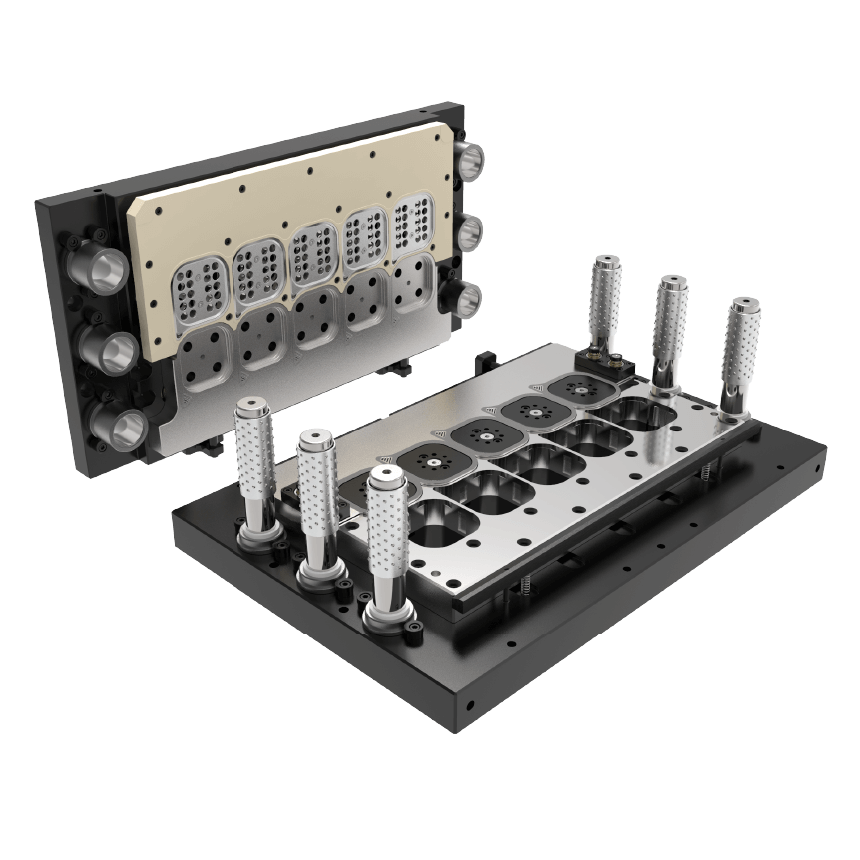
4. What is the Maximum Printing Width / Web Width?
The printing width or web width is decisive for the preparation of a suitable web layout (cavities arrangement). Based on this information, the optimum number of cavities can be calculated. Depending on the material characteristics, the usable width is approx. 6 - 20 mm lower than the specified strip width of the roll material used. When creating an arrangement, running properties, material consumption, die-cutting tool stability as well as accessibility for the operator when emptying the stacking channels must be taken into account.
5. Which Printing Method is used?
The printing method dictates the print/cut layout in order to ensure optimum utilisation of the material. The arrangement must be chosen according to the requirements of the printing technique used. As an example, the unprintable joint of the printing plates needs to be considered in the case of offset printing; it is irrelevant with flexographic printing.
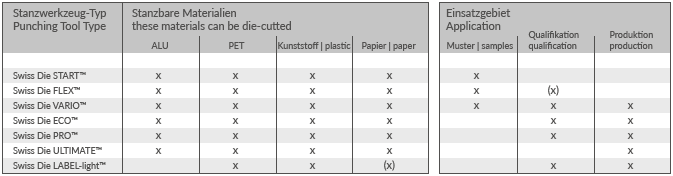
6. What different types of die-cutting tools are there?
For an optimum price/benefit ratio, it is important to have a choice of different types of die-cutting tools to fall back on. These must meet the requirements for the area of use, the quantity to be die-cut and the material used.
Tip: Don't compromise when choosing the Die-Cutting Tool – Success will prove you right.



{kind=link}
{kind=link}
{kind=link}