

6 wichtige Fragen bei der Wahl eines Stanzwerkzeuges
Author: Ivo Schmid, BERHALTER Swiss Die-CuttingOptimales Stanzwerkzeug
Stanzwerkzeuge haben einen nicht zu unterschätzenden Einfluss über den Erfolg eines Projektes. Und dies sogar in doppelter Hinsicht – qualitativ und finanziell.
Die Schnittkanten-Qualität der gestanzten Stanzlinge ist hierbei einer der wichtigsten Parameter. Eine perfekte Schnittkante ergibt einen schönen, glatten Stapel, welcher vom Endkunden problemlos weiterverarbeitet werden kann. Ist der Schnitt hingegen ungenügend, gibt es sichtbare Partikel und ein Stapel mit rauer Oberfläche, welcher zwangsläufig zu Problemen in der Weiterverarbeitung führt.
Was macht nun aus, ob ein Schnitt sauber und glatt oder mangelhaft ist? Oder ob das Material möglicherweise gar nicht gestanzt werden kann? Der Unterschied, welcher über einen guten oder einen schlechten Schnitt entscheidet, liegt wie so oft im Detail.
"Die drei wichtigsten Kriterien sind Schnittspiel, Oberflächenrauheit und Schnittprofil."
Die drei wichtigen Kriterien
1 - Schnittspiel: Der Schnittspalt zwischen Stempel und Matrize sollte zwischen 1 – 4 µm betragen, je nach Materialstärke des Stanzmaterials. Speziell bei elastischen, dehnbaren Materialien muss sich das Schnittspiel zwingend im unteren Bereich bewegen.
2 - Oberflächenrauheit: Die Oberflächenrauheit der Schnittkomponenten kann nur mit speziellen Messmaschinen gemessen oder aber mit einem Mikroskop analysiert werden. Hier gilt, je glatter die Oberfläche desto besser der Schnitt und vor allem desto länger die Standzeit der Schnittkomponenten. Der Wert der Oberflächenrauheit (Ra) sollte bei ca. 0.2 µm liegen.
3 - Schnittprofil: Für einen perfekten Schnitt muss die Schleifprofilierung vom Schnittstempel auf das zu stanzende Material abgestimmt sein. Die Auswahl des passenden Schliffs wirkt sich nicht nur auf die Schnittqualität, sondern auch auf die Standzeit des Stanzwerkzeuges aus. Dabei unterscheiden wir im Wesentlichen einen Flachschliff, Dachkantschliff, Pultschliff und Profilschliff

Für eine erfolgreiche und wirtschaftliche Herstellung von Deckel und Etiketten ist die Wahl des passenden Stanzwerkzeuges von grosser Bedeutung.
Wie komme ich zum passenden Stanzwerkzeug?
Für eine erfolgreiche und wirtschaftliche Herstellung von Deckel und Etiketten ist die Wahl des passenden Stanzwerkzeuges von grosser Bedeutung. Zur Festlegung des geeigneten Stanzwerkzeug-Typen haben wir nachfolgend eine kleine Checkliste mit den wichtigsten 6 Fragen zusammengestellt:
1. Was sind die Rahmenbedingungen?
Die Grösse und Geometrie des Stanzlinges geben die maximale Anzahl Nutzen vor, aber auch wie das Stanzwerkzeug konstruiert und hergestellt werden muss. Grundsätzlich ist es möglich, ein Stanzwerkzeug für fast alle möglichen Geometrien und Grössen herzustellen. Allerdings gibt es ein paar wenige Punkte, welche unbedingt beachtet werden müssen. Die maximale Stanzlinggrösse sollte nicht 80% vom Werkzeugbereich übersteigen. Radien sind abhängig vom Werkzeugtyp und sollten in der Regel R 0.75 mm nicht unterschreiten, es gibt aber auch Ausführungen mit scharfen Ecken.
2. Wie gross ist das jährliche Volumen?
Um die optimale Anzahl Nutzen zu berechnen, muss die ungefähre Jahresmenge an gestanzten Deckel oder Etiketten bekannt sein. Die Anzahl Nutzen steuert nicht nur den Ausstoss, sondern ist auch ein wichtiges Element bei der Preisgestaltung und Auswahl des passenden Stanzwerkzeuges (siehe Punkt 5). Nur wenn diese Angaben bekannt sind, kann ein massgeschneidertes Angebot vorbereitet werden und entsprechende Kapazitätsberechnungen erfolgen.
3. Was für Material wird gestanzt?
Je nach Material wird entweder ein klassisches Stanzwerkzeug mit Stempel/Matrize aus speziellem Werkzeugstahl verwendet oder eine Stempel/Matrizen Kombination aus Hartmetall, welche ideal für abrasive Materialien oder abrasive Druckfarben geeignet ist. , Die Materialcharakteristik gibt ebenfalls das passende Schleifprofil der Stempel/Matrizen vor. Alternativ gibt es auch ein preiswertes LABEL-light™ Stanzwerkzeug mit Schnittkomponenten Bandstahl gegen Amboss zum Stanzen von Kunststofffolien und Papier. Speziell geeignet für IML Anwendungen, wo nachträgliche kleinere Massänderung erforderlich sind.
4. Wie ist die maximale Druckbreite / Bandbreite?
Die Druckbreite oder Bandbreite ist entscheidend für die Ausarbeitung eines passenden Werkzeug-Streifenplanes (Nutzenanordnung). Anhand dieser Angaben kann die optimale Anzahl Kavitäten berechnet werden. Die nutzbare Breite ist je nach Materialcharakteristik ca. 6 – 20 mm tiefer wie die angegebene Bandbreite des verwendeten Rollenmaterials. Beim Erstellen einer Anordnung sind Laufeigenschaften, Materialverbrauch, Werkzeugstabilität als auch Zugänglichkeit für den Bediener beim Entleeren der Stapelkanäle zu berücksichtigen.
5. Welches Druckverfahren wird angewendet?
Das Druckverfahren gibt vor, wie die Anordnung der Stanzlinge zu erfolgen hat, um eine optimale Materialausnutzung gewährleisten zu können. Je nachdem welche Vorgaben die verwendete Drucktechnik mitbringt, muss die Anordnung entsprechend gewählt werden. Als Beispiel, beim Offsetdruck muss der nicht bedruckbare Stoss der Druckplatten mitberücksichtigt werden, welches beim Flexodruck keine Rolle spielt.
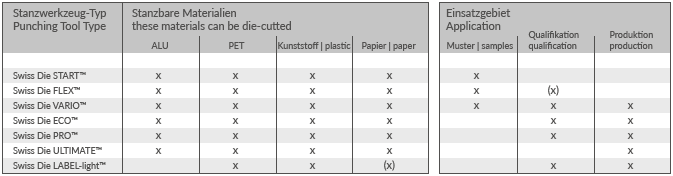
6. Was für verschiedene Stanzwerkzeug Typen gibt es?
Für ein optimales Preis/Nutzen Verhältnis ist es wichtig, auf verschiedene Stanzwerkzeug Typen zurückgreifen zu können. Diese müssen den Anforderungen an das Einsatzgebiet, die zu stanzende Menge und das verwendete Material entsprechen.
Tipp: Machen Sie keine Kompromisse bei der Auswahl des Stanzwerkzeuges - der Erfolg wird Ihnen recht geben.




{kind=link}
{kind=link}
{kind=link}