

6 preguntas importantes al seleccionar una herramienta de troquelado
Autor: Ivo Schmid, BERHALTER Swiss Die-CuttingHerramienta de troquelado óptima
Las herramientas de troquelado tienen una influencia que no debería subestimarse en el éxito de un proyecto. Y esto incluso, desde dos puntos de vista: cualitativo y económico.
En este sentido, la calidad de los bordes de corte de los elementos troquelados es uno de los parámetros fundamentales. Un borde de corte perfecto resulta en una pila precisa y lisa, que puede ser procesada posteriormente por el cliente final sin inconveniente alguno. Por el contrario, si el corte es de calidad insuficiente, quedan partículas visibles y una pila con superficie áspera que conduce inevitablemente a problemas en el procesamiento posterior.
¿De qué depende que un corte sea limpio y liso o, por el contrario, deficiente? ¿O que el material no pueda troquelarse en absoluto? La diferencia decisiva entre un corte bueno y uno deficiente se encuentra, como tantas veces, en los detalles.
"Los tres criterios importantes son la holgura de la matriz, la rugosidad de la superficie y el perfil de corte."
Los tres criterios más importantes
1 - Holgura de corte: La distancia de corte entre el troquel y la matriz debería ser 1 – 4 µm en función del espesor del material a troquelar. Especialmente en el caso de materiales elásticos y extensibles, la holgura de corte debe encontrarse imprescindiblemente en el rango inferior.
2 - Rugosidad de la superficie: La rugosidad de la superficie de los componentes de corte puede medirse únicamente con máquinas de medición especiales o analizarse con un microscopio. En este sentido es válido que, cuanto más lisa sea la superficie, mejor será el corte y, ante todo, más larga será la vida útil de los componentes de corte. El valor de la rugosidad de la superficie (Ra) debería ser de aproximadamente 0,2 µm.
3 - Perfil de corte: Para un corte perfecto, el perfil de pulido del troquel de corte debe estar adaptado al material a troquelar. La elección del pulido adecuado no solo afecta la calidad de corte sino también la vida útil de la herramienta de troquelado. En este contexto, diferenciamos esencialmente un pulido plano, pulido a dos aguas, pulido inclinado y pulido perfilado

La selección de la herramienta de troquelado adecuada es de gran importancia para la fabricación exitosa y rentable de tapas y etiquetas.
¿Cómo consigo la herramienta de troquelado adecuada?
Para una fabricación exitosa y económica de tapas y etiquetas es de gran importancia la elección de la herramienta de troquelado adecuada. Para determinar los tipos de herramientas de troquelado adecuadas, hemos elaborado a continuación una lista de comprobación con las 6 preguntas más importantes:
1. ¿Cuáles son las condiciones marco?
El tamaño y la geometría del elemento troquelado determinan la cantidad máxima de usos, pero también cómo debe diseñarse y fabricarse la herramienta de troquelado. Básicamente es posible fabricar una herramienta de troquelado para prácticamente todas las geometrías y tamaños posibles. No obstante, existen algunos pocos puntos que es imprescindible tener en cuenta. El tamaño máximo de un elemento troquelado no debería superar el 80% del área de la herramienta. Los radios dependen del tipo de herramienta y generalmente no deben ser inferiores a R 0,75 mm, aunque existen también diseños con esquinas vivas.
2. ¿Cuál es el volumen anual?
Para calcular la cantidad óptima de usos, se debe conocer la cantidad anual aproximada de tapas o etiquetas troqueladas. La cantidad de usos no solo controla el rendimiento de producción, sino que es también un elemento importante para determinar el precio y la elección de la herramienta de troquelado adecuada (véase punto 5). Solo cuando se conocen estos datos es posible preparar una oferta a medida y realizar los cálculos de capacidad correspondientes.
3. ¿Qué material se va a troquelar?
En función del material se utiliza o bien una herramienta de troquelado clásica con troquel/matriz de un acero de herramientas especial o una combinación de troquel/matriz de metal duro, adecuado de forma idónea para materiales abrasivos o tintas de impresión abrasivas. Las características del material también determinan el perfil de pulido de los troqueles/matrices. Alternativamente, también existe una herramienta de troquelado económica con componentes de corte de fleje de acero contra yunque para troquelar láminas de plástico o papel. Especialmente adecuada para aplicaciones IML, en las que son necesarios pequeños cambios de medidas posteriores.
4. ¿Cuál es la anchura de impresión / anchura de banda máxima?
En función del material se utiliza o bien una herramienta de troquelado clásica con troquel/matriz de un acero de herramientas especial o una combinación de troquel/matriz de metal duro, adecuado de forma idónea para materiales abrasivos o tintas de impresión abrasivas. Las características del material también determinan el perfil de pulido de los troqueles/matrices. Alternativamente, también existe una herramienta de troquelado económica con componentes de corte de fleje de acero contra yunque para troquelar láminas de plástico o papel. Especialmente adecuada para aplicaciones IML, en las que son necesarios pequeños cambios de medidas posteriores.
5. ¿Qué procedimiento de impresión se utiliza?
El procedimiento de impresión determina cómo debe ser la disposición de los elementos troquelados para poder garantizar un aprovechamiento óptimo del material. La disposición se debe elegir en función de los datos que se desprenden de la técnica de impresión utilizada. Como ejemplo, en la impresión offset se debe tener en cuenta el encuentro no imprimible de las planchas de impresión, que en la impresión flexográfica no tiene ninguna importancia.
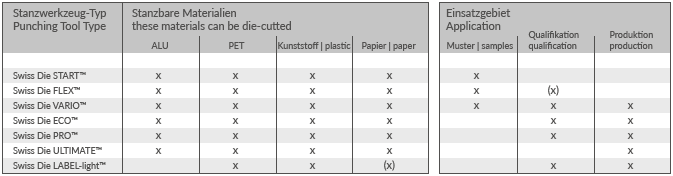
6. ¿Qué diferentes tipos de herramientas de troquelado existen?
Para una relación óptima precio/uso es importante poder recurrir a diferentes tipos de herramientas de troquelado. Estos deben cumplir con los requisitos del campo de aplicación, la cantidad a troquelar y el material utilizado.
Recomendación: No asuma compromisos en el momento de elegir la herramienta de troquelado, el éxito le dará la razón.




{kind=link}
{kind=link}
{kind=link}